 手机版
手机版 制药网手机版
制药网手机版
 制药网小程序
制药网小程序
 官方微信
官方微信 公众号:zyzhan
公众号:zyzhan
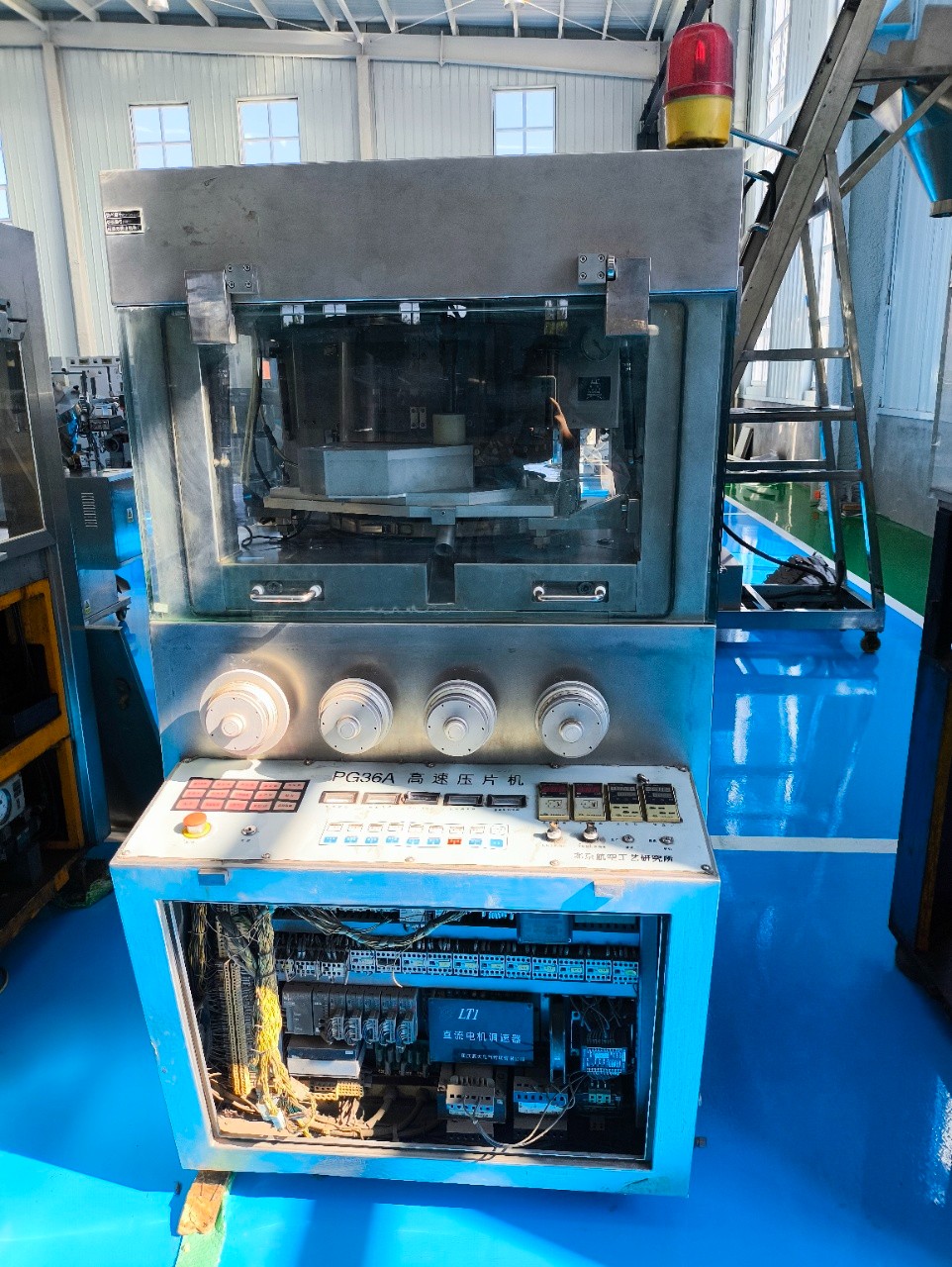
遇到旋转压片机漏料该怎么办呢?
第一步:紧急停机,清理现场
-
立即按下设备急停按钮,切断电源,防止漏料持续扩大或因物料堆积引发设备卡滞。
-
用洁净的毛刷或压缩空气(低压)清理漏出的物料粉末,避免粉末进入设备缝隙(如压轮轴承、传动部件),防止后续运转时磨损部件或导致精度下降。
-
若漏料中混有油污(如设备润滑脂渗出),需用专用清洁剂擦拭干净,避免污染后续物料。
第二步:分区域排查漏点及解决方法
1. 模孔与冲头间隙过大(最常见漏料点)
-
排查:观察漏料是否从模孔边缘渗出,或压片时模孔周围有持续粉末堆积,这通常是冲头(上冲、下冲)与模孔的配合间隙超标导致(正常间隙应≤0.03mm)。
-
解决:
-
更换磨损的冲头或模具,确保冲头外壁光滑无划痕,与模孔贴合紧密;
-
若模孔磨损(内壁变粗),需更换新的模圈,避免因间隙无法调整导致持续漏料。
-
2. 加料器故障或安装不当
-
-
解决:
-
调整加料器高度,使刮板与转台表面间隙控制在 0.1-0.2mm(用塞尺测量),确保刮板能将物料均匀刮入模孔;
-
更换磨损的加料器刮板,若刮板变形需校正,避免因刮板无法贴合转台导致物料漏出。
-
3. 压轮与导轨配合异常
-
排查:漏料伴随压轮运转异响、药片出现毛边或重量波动,可能是上压轮或下压轮与导轨的间隙过大,导致压片时冲头晃动,物料从模孔溢出。
-
解决:
-
松开压轮固定螺丝,调整压轮位置,使压轮与导轨贴合紧密(运转时无明显晃动),再重新锁紧;
-
若压轮轴承磨损,需更换新轴承,防止压轮偏心导致冲头不稳定。
-
4. 出片机构与模孔错位
-
排查:漏料从出片刮板处渗出,或药片无法顺利从模孔推出,可能是出片刮板位置偏移,与模孔边缘未对齐,导致物料随转台转动时漏出。
-
解决:
-
调整出片刮板的角度和位置,确保刮板能准确将压好的药片从模孔中刮出,且与转台表面无过大间隙;
-
清理出片刮板上的物料残留,若刮板磨损需更换,避免因刮板无法有效出片导致物料堆积漏出。
-
第三步:处理后试机验证
-
修复漏点后,先空载运转设备,观察各部件(冲头、压轮、加料器)是否运转平稳,无异常摩擦或异响。
-
少量投入物料进行试压,检查药片重量、硬度是否均匀,且模孔、各配合处无漏料现象,确认正常后再恢复批量生产。
-
记录漏料原因及处理方法,后续定期检查易磨损部件(冲头、刮板、压轮),提前更换老化部件,减少漏料复发。















 微信公众号
微信公众号
 采购中心
采购中心