 手机版
手机版 制药网手机版
制药网手机版
 制药网小程序
制药网小程序
 官方微信
官方微信 公众号:zyzhan
公众号:zyzhan
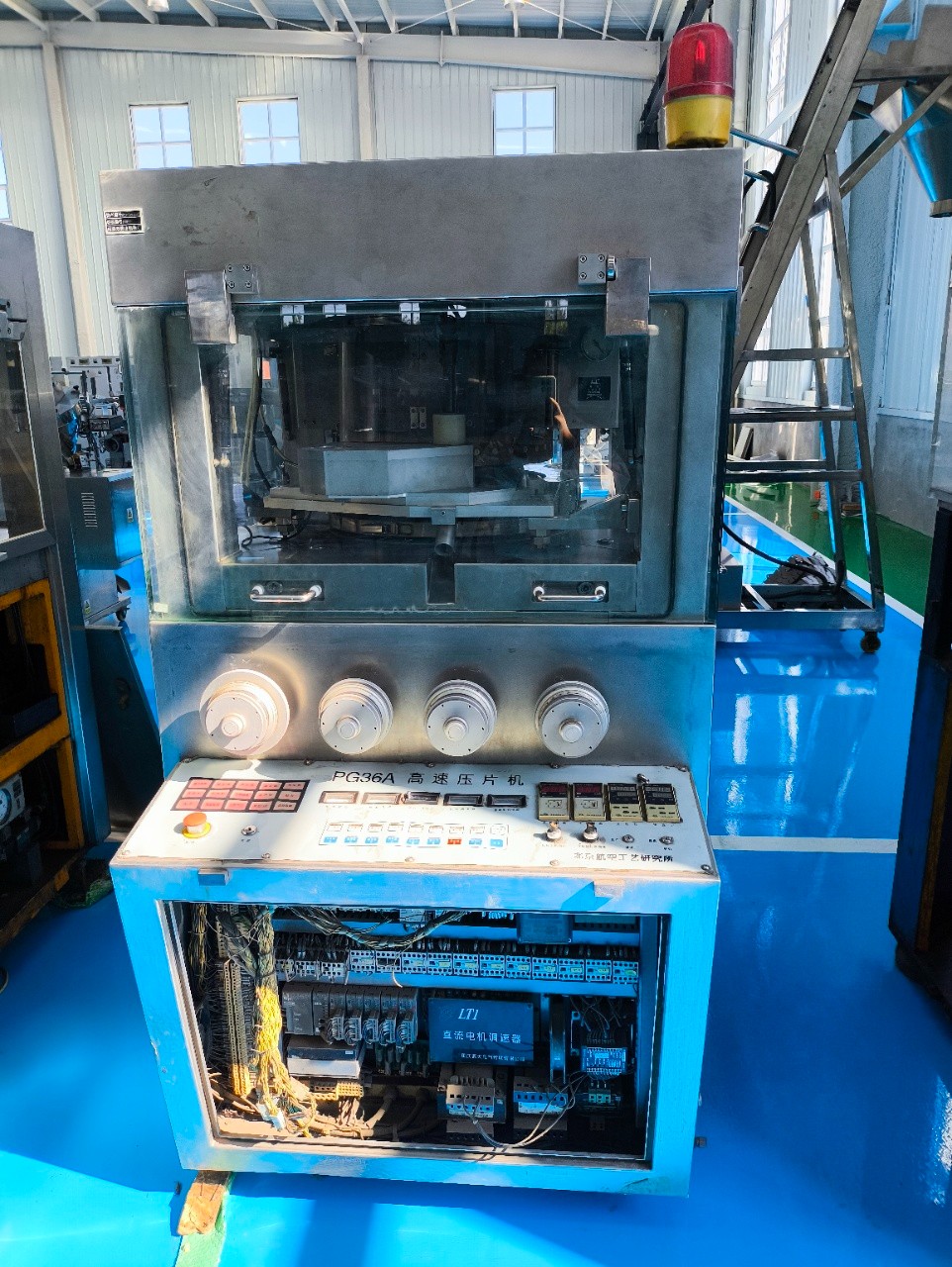
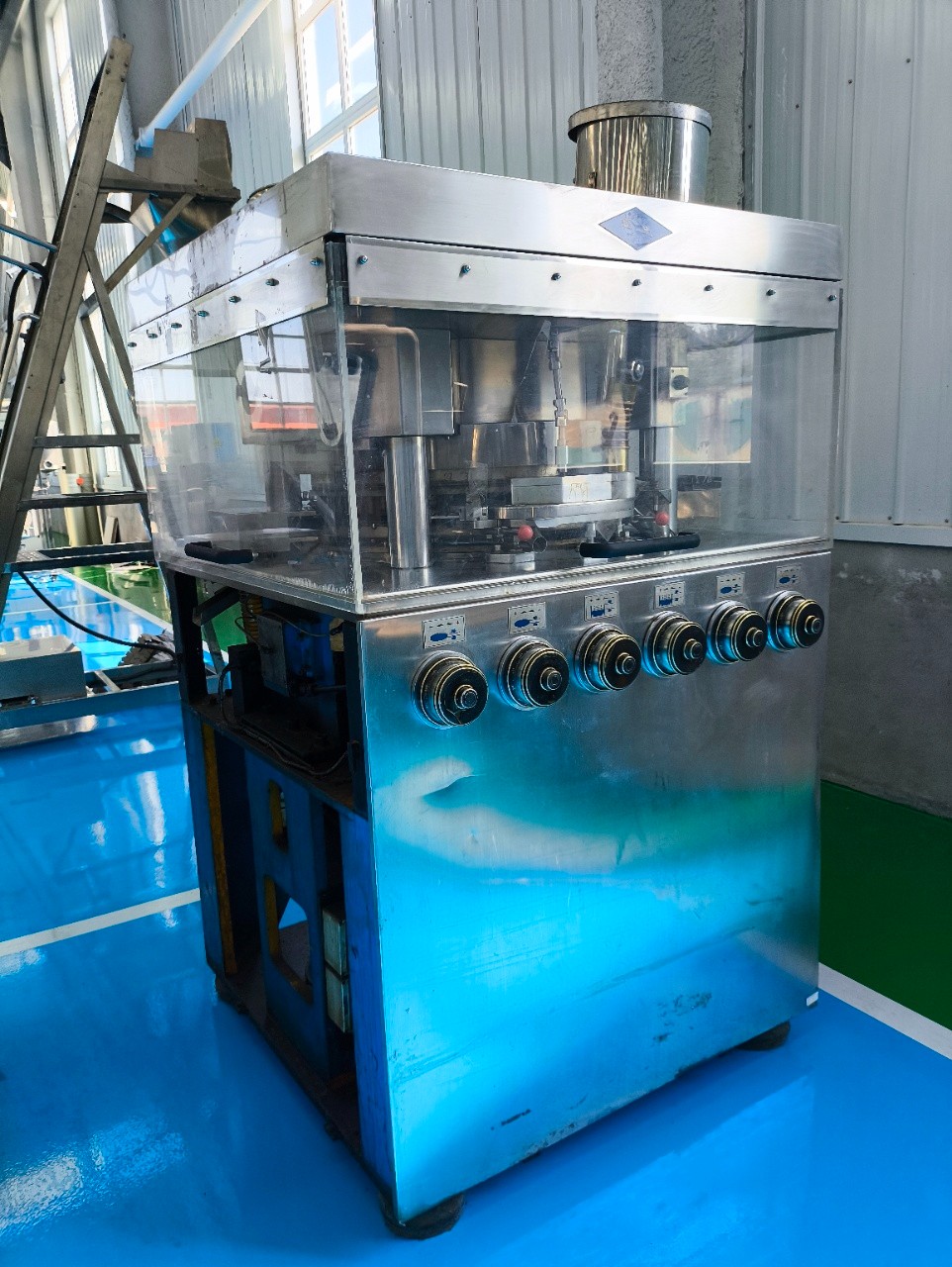
旋转压片机效率低该怎么处理呢?
旋转压片机效率低是生产中常见问题,需从设备参数、物料特性、模具状态、操作维护四大核心维度排查原因,再针对性优化。以下是具体分析和解决方案,按 “问题定位→处理措施” 的逻辑展开,覆盖常见场景:
一、先明确 “效率低” 的判断标准
在排查前需先界定问题:效率低通常表现为实际产量低于设备额定产能(如 35 冲设备额定 20 万片 / 小时,实际仅 12 万片 / 小时),或伴随频繁停机(如剔废率高、堵料) 导致有效生产时间缩短。需先记录 “额定产能、实际产能、停机频次、不合格率” 等数据,避免盲目调整。
二、核心原因与针对性处理方案
1. 设备参数设置不合理(最易忽视的基础问题)
旋转压片机的产量与转台转速、填充量、预压 / 主压参数直接相关,参数设置保守或不匹配物料特性,会直接限制效率。
| 问题表现 | 可能原因 | 处理措施 |
|---|---|---|
| 转台转速低,产量上不去 | 担心 “高速导致物料填充不均” 或 “冲模发热”,刻意调低转速 | 1. 逐步提转速:以 5 转 / 分钟为阶梯提升(如从 30 转→35 转),同步观察片重差异、硬度是否合格; 2. 若高速时填充不均:配合调整送料速度(如提高螺旋送料器转速),确保模孔填满; 3. 若高速时冲模发热:检查设备冷却系统(如冷却水路是否堵塞),开启或升级冷却功能(如加装风冷装置)。 |
| 填充量不足,单批次产量低 | 1. 送料系统(螺旋 / 振动送料)转速过低,物料供不上; 2. 料斗内物料液位不稳定(时高时低),导致填充量波动。 | 1. 匹配送料与转速:转台转速提高后,同步上调送料转速(如转台 35 转时,送料转速从 20Hz→25Hz),确保模孔每次都能填满; 2. 稳定料位:使用带 “液位传感器” 的料斗,低于设定液位时自动补料(避免人工加料不及时导致的断料);若手动补料,需保持料斗内物料始终在 1/2 以上高度。 |
| 预压 / 主压参数不当,导致生产卡顿 | 1. 预压压力过低:物料未初步压实,进入主压时易分层、飞粉,需降速避免松片; 2. 主压压力过高:压片阻力大,转台负载增加,设备自动降速保护。 | 1. 优化预压:将预压压力调至 “能初步压实物料、无明显飞粉” 即可(如从 5kN→10kN),减少主压负担; |
2. 物料特性不匹配,导致压片效率受限
旋转压片机对物料的 “流动性、压缩成型性、含湿量” 要求较高,物料特性差会直接导致 “填充不均、粘冲、裂片”,迫使降速或停机,间接降低效率。
| 物料问题 | 对效率的影响 | 处理措施 |
|---|---|---|
| 流动性差(如细粉多、颗粒不规则) | 模孔填充速度慢,易出现 “半孔”,需降速确保填充均匀;同时料斗内易搭桥(物料结块堵塞出口),频繁停机清理。 | 1. 改善流动性: - 若细粉多(>100 目细粉占比>15%),添加助流剂(如微粉硅胶,添加量 0.5%-1%),或重新制粒(提高颗粒粒径,控制粒径分布在 20-60 目); - 若颗粒不规则,使用 “球形整粒机” 将颗粒整成近球形,减少流动阻力; 2. 防搭桥处理:料斗内加装 “搅拌桨” 或 “振动装置”,避免物料搭桥;料斗内壁抛光(粗糙度 Ra≤0.8μm),减少物料附着。 |
| 含湿量异常(过湿或过干) | 1. 过湿(含湿量>10%):物料易粘冲、粘模,需频繁停机擦拭冲模,清理模孔; 2. 过干(含湿量<2%):颗粒脆碎度高,压片时易产生粉尘,导致飞粉、松片,需降速减少粉尘。 | 1. 控制含湿量:根据物料特性,将含湿量控制在 3%-8%(如中药浸膏片需 5%-7%,化学药片需 3%-5%); - 过湿:通过干燥设备(如流化床干燥机)二次干燥,降低含湿量; - 过干:添加少量润湿剂(如 5% 乙醇溶液),或在料斗内通入少量湿空气(需控制湿度,避免结块); 2. 防粘冲辅助:冲模表面喷涂食品级脱模剂(如硬脂酸镁悬浮液,仅适用于非制药场景),或使用镀钛冲模(减少物料附着)。 |
| 压缩成型性差(如物料塑性弱) | 需提高主压压力才能成型,导致设备负载大、转速上不去;或易出现裂片,需降速确保压力稳定。 | 1. 优化物料配方:添加粘合剂(如羟丙甲纤维素 HPMC,添加量 2%-5%),增强颗粒塑性;或加入塑性辅料(如微晶纤维素 MCC,添加量 10%-20%),改善成型性; 2. 调整压片工艺:适当提高预压压力(如从 10kN→15kN),让物料先形成稳定 “坯体”,减少主压压力需求,避免设备过载。 |
3. 模具状态异常,导致生产受阻
冲模(冲头 + 模圈)是压片的核心部件,磨损、变形或安装不当会直接导致 “片重差异大、粘冲、卡冲”,迫使停机调整,效率骤降。
| 模具问题 | 具体影响 | 处理措施 |
|---|---|---|
| 冲头磨损 / 变形(如冲头顶端凹陷、边缘毛刺) | 1. 压制的片剂出现 “缺角、毛边”,剔废率高,有效产量减少; 2. 冲头与模圈间隙变大,物料易漏粉,需降速清理漏粉。 | 1. 定期检查更换:冲模使用前检查外观(无毛刺、凹陷),使用后清洁保养;一般冲模寿命为 100-300 万片(视物料硬度而定),达到寿命后立即更换; 2. 选择耐磨材质:若压制高硬度物料(如矿物片、化肥片),选用碳化钨冲模(硬度 HRC≥90),比普通不锈钢冲模寿命长 3-5 倍。 |
| 模圈磨损 / 堵塞(如模孔内壁粗糙、有物料残留) | 1. 模孔填充量不稳定(物料卡在粗糙内壁),片重差异大,需降速校准; 2. 模孔堵塞(物料硬化结块),导致 “空片”,需停机清理。 | 1. 清洁与抛光:每次生产后用专用毛刷清理模孔残留,每周用金相砂纸(800 目以上)抛光模孔内壁,保持光滑; 2. 防堵塞预处理:物料制粒后过筛(如 20 目筛),去除大块硬颗粒;料斗内加装 “除杂网”(40 目),避免异物进入模孔。 |
| 模具安装不当(如冲头未插到底、模圈与转台间隙大) | 1. 冲头高度不一致,导致填充量差异大,剔废率高; 2. 模圈松动,转台旋转时晃动,易卡冲,频繁停机。 | 1. 规范安装校准:安装冲模时确保冲头插入冲杆孔(无松动),模圈紧贴转台模孔(用塞尺检查间隙≤0.02mm); 2. 使用定位工具:采用 “模具定位工装”(如冲模安装导向器),避免人工安装偏差;安装后用 “压片高度校准仪” 校准所有冲头高度,确保一致。 |
4. 设备维护不到位,性能衰减
长期缺乏维护会导致设备传动系统、检测系统性能下降,间接降低效率(如传动卡顿、检测误判)。
| 维护问题 | 具体影响 | 处理措施 |
|---|---|---|
| 传动系统润滑不足(如齿轮、轴承缺油) | 转台旋转阻力增大,转速提不上去;严重时出现 “卡顿”,需停机检修。 | 1. 定期润滑:按设备说明书要求,每月对传动齿轮(加工业齿轮油)、轴承(加高温润滑脂)进行润滑;润滑后空载运行 5 分钟,确保油脂均匀; |
| 在线检测系统异常(如重量传感器漂移、剔废装置失灵) | 1. 重量传感器不准:合格片被误判为不合格片,剔废率高(如实际剔废率 10%,正常应≤2%),有效产量减少; 2. 剔废装置失灵:不合格片未被剔除,需停机人工分选,浪费时间。 | 1. 校准检测系统:每日生产前用 “标准砝码” 校准重量传感器(如设定 100mg 标准片,传感器检测误差需≤0.5mg);每周检查剔废气动推杆(动作是否灵敏),清理推杆内粉尘; 2. 备份参数:将校准后的检测参数(如重量上下限、剔废延迟时间)保存为 “标准参数组”,避免每次调整后参数丢失。 |
| 除尘系统堵塞(如吸粉管道积粉、滤网堵塞) | 压片过程中粉尘无法排出,导致: 1. 物料粘冲、粘模,需频繁停机清理; 2. 粉尘进入传动系统,加速部件磨损。 | 1. 定期清理除尘系统:每日生产后清理吸粉管道(用压缩空气吹扫)、更换 / 清洗滤网(HEPA 滤网每季度更换 1 次); 2. 优化除尘参数:根据粉尘量调整负压(如从 - 0.04MPa→-0.06MPa),确保粉尘及时被吸走,同时避免负压过大导致物料被吸走(需测试找到平衡点)。 |
三、进阶优化:长期提升效率的策略
-
物料预处理标准化:建立物料 “入机前检测标准”(流动性:休止角≤35°;含湿量 3%-8%;细粉占比≤10%),不符合标准的物料不进入压片机,从源头减少故障;
-
设备升级改造:若设备老旧(使用超 5 年),可升级核心部件(如将普通送料器改为 “伺服电机送料器”,填充精度提升 20%;加装 “自动冲模清洁装置”,减少停机擦拭时间);
-
操作培训:对操作人员进行 “参数调整、故障排查” 培训(如教会识别 “粘冲”“裂片” 的特征,快速判断原因),避免因操作不当导致效率损失;
-
数据化管理:通过设备 PLC 系统记录 “转速、产量、不合格率、停机时间”,每周分析数据(如某时段停机多因模孔堵塞,需优化物料筛分工艺),持续迭代改进。
总结
旋转压片机效率低的处理逻辑是 “先定位原因,再针对性解决”:优先检查设备参数和模具状态(短期可快速调整),再优化物料特性(中期需工艺配合),最后通过长期维护和标准化巩固效果。避免盲目提转速或调压力,需结合 “产量、质量、设备负载” 三者平衡,才能在保证产品合格的前提下提升效率。














 微信公众号
微信公众号
 采购中心
采购中心